福建PET吹瓶模具厂家
对于吹瓶模具而言,其能否很好的实现瓶形外观设计是非常重要的一步,也是至关重要的,吹瓶模具在很大程度上会决定着一款瓶子的瓶形和质量,因此,我们必须重视吹瓶模具的作用。吹瓶模具的设计非常重要,目前模具的设计需要有专业人才来进行,不过既懂瓶形设计又懂吹瓶模具,还要懂用户消费习惯的专业人才并不多。这也是为什么我们发现市场上很多造型精美的瓶子,但是使用手感并不好。因此,加快吹瓶模具人才的实战培养,熟悉和了解消费者就变得非常重要了。因此,加快吹瓶模县的设计和改进,提升从教育到实际操作各个环节是非常有必要的。选购吹瓶模具要根据成型加工工艺,构造和制造来剖析。福建PET吹瓶模具厂家

吹瓶模具基本原理:首先射出成型加工制出瓶胚,这是将熔胶射进模穴,然后迅速冷却,使瓶胚温度低于结晶温度的范围,制成透明的瓶胚;而后是将瓶胚加热,使其高于玻璃转化点温度,然后延伸、吹气和冷却成型。加工方法:分为一段式和两段式两种。一段式是射出和吹气在同一台机器完成,射出成型的瓶胚冷却到低于结晶温度范围,但仍保持在热弹性的状态,吹气成瓶。两段式是由射出成型机和中空成型机两台机器完成。首先由射出成型机制成瓶胚后,将瓶胚冷却至凝固温度脱膜取出,冷却到室温,待要吹瓶时,再送进中空成型机将瓶胚加热至吹瓶温度,然后吹气、冷却成型。长沙饮料瓶吹瓶模具哪家好不同表面质量、不同结构的吹瓶模具要求不同的模具温度。

PET吹瓶模具注塑成型的工艺条件以及温度控制范围:一、PET的吸湿性比PBT略大,粒料在高温下对水比较敏感,当含水量超标时,在成型加工时会发生水解,使质量大幅下降,因此,在成型加工前,必须对原料进行干燥。二、PET的结晶度比PBT丁小,且随相对分子量增高而降低,故成型周期较长,不能像PBT那样快速成型。三、PBT的成型收缩率较大,一般为1.8%左右,玻纤增强PET为0.2%~ 1.0%,高模温所得塑件的收缩率大,而低模温塑件的收缩率小。 四、 PET制品中往往残留一定的内应力,因此一般成型后常需后处理。 五、在PET成型时加人的回料应是充分供干和没有产生热降解的,加入量应不超过20%。 六、 PET在熔融态下的流变性为非牛顿型,温度对熔体粘度的影响不大,可以调节压力来增大剪切应力或剪切速率。 七、 PET有明显的熔点,加工温度范围较窄,为270~290℃,当超过300℃ 时会发生热降解。 八、 PET成型时的保压时间不能过长,否则会使内应力增加,一般为20~50s. 九、由于PET熔体的固化较快,故应采用高速注射,以免熔体尽快充满模腔。
吹瓶模具温度一般通过调节传热介质的温度,增设隔热板、加热棒的方法来控制。传热介质一般采用水、油等,它的通道常被称作冷却水道。降低模温,一般采用前模通“机水”(20度左右)、后模通“冻水”(4度左右)来实现。当传热介质的通道即冷却水道无法通过某些部位时,应采用传热效率较高的材料(如铍铜等,将热量传递到传热介质中去,或者采用“热管”进行局部冷却。升高模温,一般采用在冷却水道中通入热水、热油(热水机加热)来实现。当模温要求较高时,为防止热传导对热量的损失,模具面板上应增加隔热板。吹瓶模具各方面功能的提高关于全部塑料瓶行业来说都是含义十分深远的。
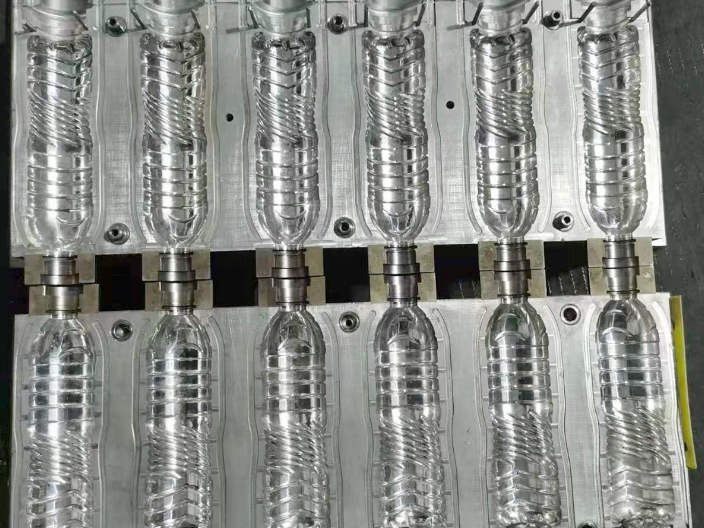
吹瓶模具结构怎么制作?人们生活周围常会使用到许多各式各样的塑料瓶体,而该塑料瓶体于制作上则大多是利用模具制成瓶胚再予以加热吹瓶成型,一种吹瓶模具结构,该吹瓶模具能大幅减少于作动时所需的使用空间,且相对也能减少其设置上所需的占用空间,使该吹瓶模具更具实用功能,更能提高其产品竞争力。一种吹瓶模具结构,其主要是由一侧模组、第二侧模组、蕊模组及连动机构所组成;其中该一、二侧模组,其于上段位置形成有瓶胚模穴且于一侧模组顶部设有可将溶胶注入瓶胚模穴的热浇道,并于一侧模组底部设有可带动吹瓶成型模移动的动力源,另该动力源的出力轴可供与一连动片体的一端枢设结合,该连动片体中间开设有嵌掣孔,而于盖片体对应连动片体的插掣孔凸具有插掣杆,又于该连动杆外缘则可供穿套于一套体的套孔内,该套体则可组固于一侧模组的通孔内。提高吹瓶模具的精度,因为多腔模具的盛行,关于吹瓶模具的精度要求越来越高。长沙专业食品包装的吹瓶模具开模
如果外观遭到影响,那么对产品的质量也是起到很大的影响,所以对模具的外观的保养是一定要的。福建PET吹瓶模具厂家
吹瓶模具成熟的工艺条件:1.有效的模温控制:模腔、模芯能实现快速冷却,要有制冷水,且水质硬度合适,防垢、防堵。2.注塑过程中能实现螺杆的“倒抽”(释压),确保坯底成型良好,这对“一步法”尤为重要,否则瓶子很容易漏底。3.选择合适的加热温度,热流道温度较料筒温度低2~4度。4.冷却、注射、保压时间甚至开、合模时间要与注射、预塑速度有很好的协调性,这样才能使周期比较短。浇口设计的合理性:浇口的结构对管坯质量和成型工艺影响很大,实践证明,以锥形浇口使用效果比较好,末端直径较小,散热较快,在保压阶段很容易凝结。此外,尺寸要合适,过大对热平衡不利,凝结也较慢;过小容易导致瓶底“白浊”。福建PET吹瓶模具厂家
台州市弘凯模具有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。是一家有限责任公司(自然)企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。弘凯模具以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。
上一篇: 湖北专业PET瓶胚模具设计
下一篇: 螺纹瓶盖模具定制