矿泉水吹瓶模具技术
吹瓶模具的检测方法有哪些?吹瓶模具的检测方法主要有以下几种:1.外观检查:检查模具表面是否有明显的划痕、裂纹、变形等缺陷。2.尺寸检查:使用测量工具对模具的尺寸进行检查,包括模具的长度、宽度、高度、孔径等。3.材料检查:检查模具的材料是否符合要求,包括硬度、韧性、耐磨性等。4.模具试模:使用模具进行试模,检查吹瓶的成型效果和尺寸是否符合要求。5.模具寿命测试:对模具进行长时间的生产测试,检查模具的寿命和稳定性。6.模具维护检查:定期对模具进行维护检查,包括清洁、润滑、更换损坏部件等。在成型过程中,塑件与吹瓶模具接触的面要比离开模具部分的尺寸稳定性更好。矿泉水吹瓶模具技术
PET吹瓶模具的定制需要注意哪些问题?PET吹瓶模具的定制需要注意以下几个问题:1.产品设计:在定制PET吹瓶模具之前,需要先确定产品的设计,包括瓶子的形状、大小、容量等。这些因素将直接影响模具的设计和制造。2.材料选择:PET吹瓶模具的材料通常为优良的钢材,如S136、2316等。在选择材料时,需要考虑模具的使用寿命、耐磨性和耐腐蚀性等因素。3.模具设计:PET吹瓶模具的设计需要考虑到产品的形状和尺寸,以及生产效率和成本等因素。模具设计需要满足产品的要求,并且能够保证生产效率和质量。4.模具制造:PET吹瓶模具的制造需要严格按照设计要求进行,包括材料的选择、加工工艺、热处理等。制造过程中需要注意质量控制,确保模具的精度和质量。5.模具维护:PET吹瓶模具的维护对于保证生产效率和质量非常重要。需要定期进行清洁、润滑和检查,及时发现和处理问题,延长模具的使用寿命。农药吹瓶模具多少钱吹瓶模具是加工塑料瓶等中空制品必备的中间产品。
吹瓶模具的维护保养需要注意哪些事项?吹瓶模具的维护保养需要注意以下事项:1. 避免过度加热:过度加热会导致模具变形,因此需要避免过度加热。2. 定期维护:定期对模具进行维护,例如清洗、润滑、检查等,以确保其正常运行。3. 注意安全:在维护保养模具时,需要注意安全,避免受伤或损坏模具。4. 做好记录:对模具的维护保养情况进行记录,以便于日后的维护和管理。5. 培训员工:对使用模具的员工进行培训,教授正确的使用方法和维护保养方法,以确保模具的正常使用。
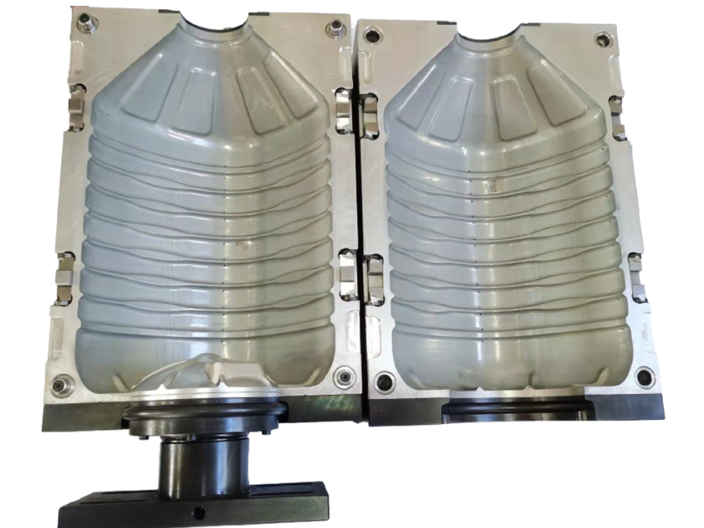
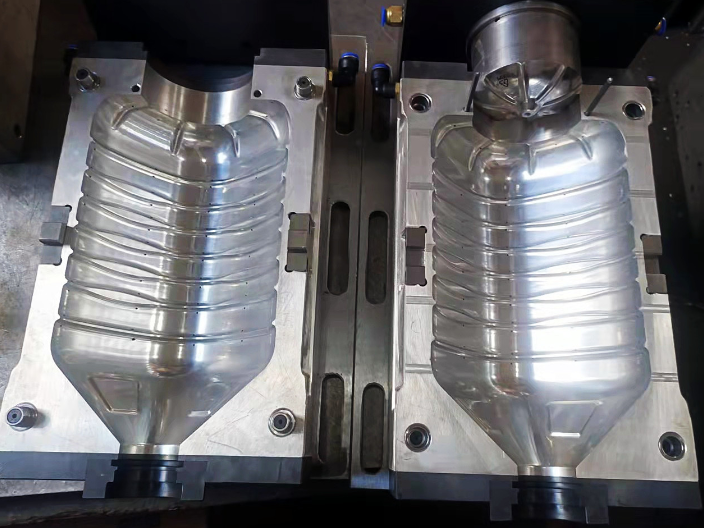
吹瓶模具是一种用于制造塑料瓶、容器等中空制品的模具。其工作原理是:在模具中注入熔融的塑料颗粒,然后通过高压气体将塑料颗粒吹到模具的内部,使其形成中空的瓶子或容器。在吹瓶模具中,有两个主要的部分:芯棒和模具壳体。芯棒是一个空心的金属管,其内部是模具的形状。模具壳体是由两个半壳体组成的,它们可以分开或合并,以便注入塑料颗粒和吹气。在制造过程中,首先将塑料颗粒放入注塑机中,加热并熔化后,通过注射器将熔融的塑料颗粒注入到模具中。然后,模具合并并通过高压气体将塑料颗粒吹到模具的内部,形成中空的瓶子或容器。再者,模具分开并将制成的瓶子或容器取出,进行下一步的加工和生产。吹瓶模具的工作原理简单明了,但需要考虑许多因素,如模具设计、材料选择、加工工艺等,以确保制造出高质量的塑料瓶或容器。吹瓶模具需要在高温环境下吹制。

如何选择一家专业的吹瓶模具厂家?选择一家专业的吹瓶模具厂家需要考虑以下几个方面:1. 厂家的资质和信誉:选择有资质的厂家,如ISO9001认证等,可以保证产品的质量和服务的可靠性。同时,可以通过查看厂家的客户评价和口碑来了解其信誉度。2. 厂家的生产能力和技术水平:选择具备先进的生产设备和技术水平的厂家,可以保证产品的质量和生产效率。3. 厂家的产品种类和规格:选择能够提供多种规格和类型的吹瓶模具的厂家,可以满足不同客户的需求。4. 厂家的服务质量:选择能够提供全方面服务的厂家,如售前咨询、售后服务等,可以保证客户的满意度。5. 厂家的价格和交货期:选择价格合理、交货期准确的厂家,可以保证客户的经济效益和生产计划的顺利进行。吹瓶模具存储环境应保持整洁、通风枯燥,无灰尘,较好能够安排单独的寄存间和寄存场地,以利于模具办理。矿泉水吹瓶模具技术
吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序。矿泉水吹瓶模具技术
PET吹瓶模具注塑成型的工艺条件以及温度控制范围:一、PET的吸湿性比PBT略大,粒料在高温下对水比较敏感,当含水量超标时,在成型加工时会发生水解,使质量大幅下降,因此,在成型加工前,必须对原料进行干燥。二、PET的结晶度比PBT丁小,且随相对分子量增高而降低,故成型周期较长,不能像PBT那样快速成型。三、PBT的成型收缩率较大,一般为1.8%左右,玻纤增强PET为0.2%~ 1.0%,高模温所得塑件的收缩率大,而低模温塑件的收缩率小。 四、 PET制品中往往残留一定的内应力,因此一般成型后常需后处理。 五、在PET成型时加人的回料应是充分供干和没有产生热降解的,加入量应不超过20%。 六、 PET在熔融态下的流变性为非牛顿型,温度对熔体粘度的影响不大,可以调节压力来增大剪切应力或剪切速率。 七、 PET有明显的熔点,加工温度范围较窄,为270~290℃,当超过300℃ 时会发生热降解。 八、 PET成型时的保压时间不能过长,否则会使内应力增加,一般为20~50s. 九、由于PET熔体的固化较快,故应采用高速注射,以免熔体尽快充满模腔。矿泉水吹瓶模具技术
上一篇: 山东专业塑料瓶瓶胚模具哪里买
下一篇: 可乐吹瓶模具直销