PET管胚模具定制
PET管胚模具要保养的原因:下降停机检修时刻,管胚模具在使用过程中,总有或许呈现较大故障而需求停机检修,在停机时不能再继续作业,因而,都期望停机时刻越短越好,停机次数越少越好。而模具的较大故障往往并不是忽然呈现的,它有—个堆集过程,如滑动部位缺油会导致磨损的加剧,如能及时保养,及时加油,注坯模具就会削减磨损。使得模具的停机延迟到来,又如在斜导柱侧向抽芯机构中,固定斜导柱的螺钉发作松动,使得斜导柱的位置发作变化,严重时可使斜导柱变形,乃至折断,而在保养中就会及时发现这些问题,将之及时紧固,这些类似问题就不会发作了。应在注塑机、管胚模具正常运转情况下,测试模具各种性能。PET管胚模具定制

生产管胚模具的工艺有哪些?1、氧化、脱碳敏感性。高温加热时抗氧化怀能好,脱碳速度慢,对加热介质不敏感,产生麻点倾向小。2、淬硬性,淬火后具有均匀而高的表面硬度。3、淬透性。淬火后能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。4、淬火变形开裂倾向,常规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。5、可磨削性,砂轮相对损耗小,无烧伤极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。宁波PET管胚模具加工管胚模具的韧性主要取决于材料的含碳量、晶粒度及组织状态。
管胚模具在安装过程中要注意哪些事项?1.新的管胚模具安装时,必须确认由于运输造成的螺栓松开问题,必要时紧固所有的螺栓。2.模具温控系统安装完成,必须确认插座、组线安装是否按标识正确连接,以免造成电器零件烧毁或温控不正常等问题发生。3.模具未开冷却水,请勿加温,高温可能导致模具零件及密封件损坏、变形等。4.模具上端插座及模具内发热器切勿接触到水,否则将导致模具内加热器及温控箱零件损坏。5.锁模顶针开启后没有即时注射,再次锁模时,应检查型腔内是否有胶溢出,以免造成堵塞或压坏模心、模腔。6.导柱、导套及脱模机构,应使用高黏度固态油,并应长期保持良好润滑状态,否则将导致零件磨损或顶出、退回不顺畅。7.模具加温时,先开主流道温度,待主流道温度上升到设定值,方可打上分流道开关,以免分流道加温过早造成原料分解发黑。8.必须按日维护事项检查或维护模具,以免模具关键部位螺丝松动。
管胚模具正确护理方法: 模具使用企业,要对模具做详细记载、统计其使用、护理(润滑、清洗、防锈)及损坏情况,据此可发现哪些部件、组件已损坏,磨损程度大小,以提供发现和解决问题的信息资料,以及该模具的成型工艺参数、产品所用材料,以缩短模具的试车时间,提高生产效率。 应在注塑机、模具正常运转情况下,测试模具各种性能,并将之后成型的塑件尺寸测量出来,通过这些信息可确定模具的现有状态,找出型腔、型芯、冷却系统以及分型面等的损坏所在,根据塑件提供的信息,即可判断模具的损坏状态以及维修措施。管胚模具选材需要满足模具满足耐磨性、强韧性等工作需求,模具满足工艺要求,同时模具应满足经济适用性。
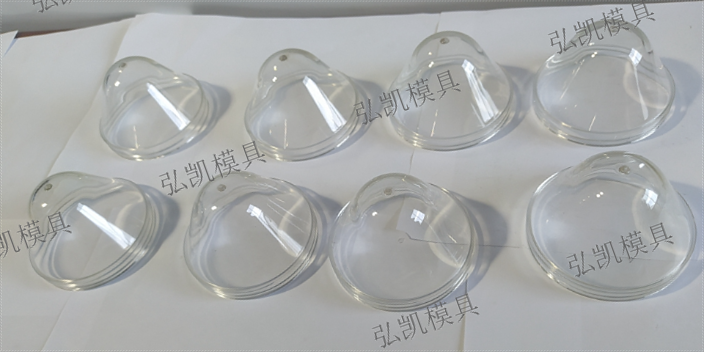
影响PET管胚模具塑件成型的因素有哪些?PET管胚模具中芯棒的长度一般取值为10:1。因为型坯在充模的过程中,受到的注射压力比较大,如果其长度取值比例大,就会导致芯棒弯曲较大,容易造成型坯壁厚分布不均匀的现象。而芯棒的高度也是根据型坯的具体高度来进行参考的,将这些具有正确尺寸的型坯进行生产时,要将温度稳定在145摄氏度左右,从而来生产出高透明的塑件。管胚与吹胀比的取值也是影响塑件成型的因素之一。在塑件成型的过程中,型坯会发生轴向拉伸作用。其轴向拉伸的越小,证明其吹胀比越大,同时就会导致生产出来的塑件具有管壁厚度分布不均匀的情况以及容易造成管身和管体的过渡位置曲线部分不均匀的现象。管胚模具是生产各种工业产品的重要工艺装备。河南专业PET管胚模具价格
材料的耐磨性是管胚模具基本、重要的性能之一。PET管胚模具定制
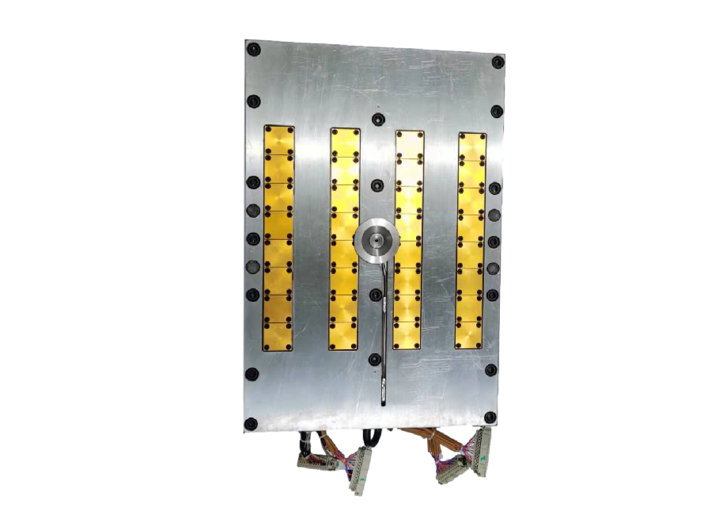
管胚模具:1.模板采用预硬化工艺。 型芯,型腔和螺钉采用耐腐蚀不锈钢制成。 模板通过一次加工完成,确保成型孔和导套的同心度,保证模具结构紧凑。2.每个单芯和型腔的螺旋冷却水槽设计,有助于缩短周期时间,提高生产效率和节省成本。 开合板采用轴承滑动式,使预制件具有可靠的结构,是一种高度集成的滑块,推板和顶出工艺。 所有滑动部件均表面镶嵌自润滑铜合金,以确保低摩擦效率和强耐磨性。3.每个腔体单独自锁,确保高精度,减少缺陷,也方便拆卸。PET管胚模具定制
上一篇: 台州专业PET管胚模具厂家
下一篇: 广东专业管胚模具制造