桐乡金属产品测绘方案
准确性(精确性)准确性是测量的基本特点。它表征的是测量结果与被测量的真值的接近程度。严格地说,只有量值,而无准确程度的结果,不是测量结果。也就是说,测量不仅应明确给出被测量的量值,而且还应给出该量值的不确定度(或误差范围),即准确性。更严格地说,还应注明测量结果的影响量的值或范围。否则,测量结果便不具备充分的社会实用价值。所谓量值的统一,也是指在一定准确程度内的统一。2、一致性测量单位的统一是量值一致的重要前提。无论在任何时间、任何地点,采用任何方法、使用任何器具以及任何人进行测量,只要符合有关测量的要求,测量结果就应在给定的不确定度(或误差范围)内一致。否则,测量将失去其社会意义。测量的一致性,不仅限于国内,而且也适用于国际。 对零件磨损部位的尺寸, 应参考其配合零件的相关尺寸,或参考有关的技术资料予以确定。桐乡金属产品测绘方案

激光打印机是根据激光扫描技术及电子成像原理制成的。其打印过程可简单描述如下:带有信息的且经过处理的激光束照射在感光鼓上,从而形成带有正电荷的潜像,而带有相反电荷的碳粉就被吸引过来在感光鼓上形成碳粉图像,已被施加吸引电压的打印纸经过感光鼓时就把“碳粉图文”转印到纸上来,再经过熔印装置,“碳粉图文”被加热加压后,图像被固定下来,完成整个打印过程。激光打印机的优点:1)打印效果是所有打印机中比较好的,几乎达到了印刷的水平,这也是它比较大的优点;2)打印速度快,噪音小,可以得到安静的办公环境;3)大量打印时,平均打印成本比较低;4)单面和双面打印速度快;5)双面省纸张,无需手动翻转纸张,轻松完成双面打印;6)机器本身便宜噪音低,没有粉尘。 平湖简单产品测绘价钱由于测绘仿制速度快,经济成本低,为自行设计提供宝贵经验,受到了各国的普遍重视,取得了巨大的经济效益。
所述的套筒内套设有弹簧二,弹簧二的顶部与套筒的顶壁相连,弹簧二的底部连接有导向盘,当套筒套接于卡接凸盘上时,弹簧二的弹力能够使导向盘与卡接凸块相抵。作为本实用新型的进一步改进,所述的中心轴上活动套接有解锁凸盘,所述的卡接凸盘的下表面为凹面,所述的解锁凸盘的上下表面均为凸面,并且解锁凸盘的上表面与卡接凸盘的下表面相配合。本实用新型与现有技术相比,取得的进步以及优点在于本实用新型使用过程中,能够对测绘仪进行稳定安装,并且能够便于将测绘仪取下,当取下测绘仪时,按压测绘仪,接着卡接块的底部斜面与解锁凸盘的上表面抵触,接着与解锁凸盘的下表面抵触,此时,抬起测绘仪,卡接块与解锁凸盘的下表面抵触能够带动解锁凸盘沿着中心轴向上滑动,接着解锁凸盘与卡接凸盘配合,继续抬起测绘仪时,卡接块能够沿着解锁凸盘的下表面移动并且与解锁凸盘、卡接凸盘脱离,从而撤销卡接块与卡接凸盘的锁定,测绘仪安全取下。附图说明为了更清楚地说明本实用新型实施例的技术方案。
零件测绘的注意事项测量尺寸时,应正确选择测量基准,以减少测量误差。零件上磨损部位的尺寸,应参考其配合的零件的相关尺寸,或参考有关的技术资料予以确定。零件间相配合结构的基本尺寸必须一致,并应精确测量,查阅有关手册,给出恰当的尺寸偏差。零件上的非配合尺寸,如果测得为小数,应圆整为整数标出。零件上的截交线和相贯线,不能机械地照实物绘制。因为它们常常由于制造上的缺陷而被歪曲。画图时要分析弄清它们是怎样形成的,然后用学过的相应方法画出。要重视零件上的一些细小结构,如倒角、圆角、凹坑、凸台和退刀槽、中心孔等。如系标准结构,在测得尺寸后,应参照相应的标准查出其标准值,注写在图纸上。对于零件上的缺陷,如铸造缩孔、砂眼、加工的疵点、磨损等,不要在图上画出。技术要求的确定测绘零件时,可根据实物并结合有关资料分析,确定零件的有关技术要求,如尺寸公差、表面粗糙度、形位公差、热处理和表面处理等。 修配设备:对旧设备修理和更新零配件进行的测绘。
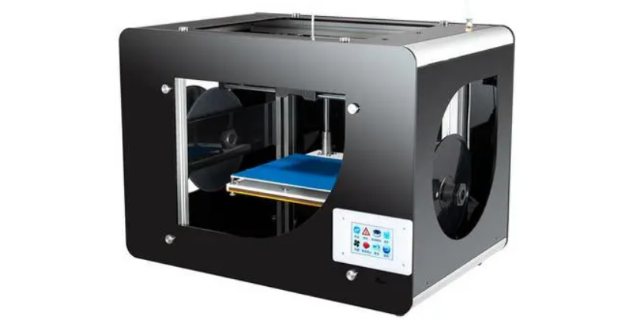
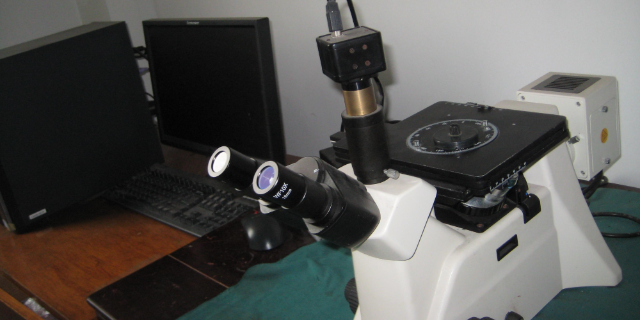
金相显微镜可用来鉴别和分析各种金属和合金的组织结构,广泛应用在工厂或实验室进行铸件质量的鉴定、原材料的检验或对材料处理后金相组织的研究分析等工作。还可用于半导体检测、电路封装、精密模具、生物材料等检验与测量。实际上,一方面,金相显微镜所观察的显微组织,往往几何尺寸很小,小至可与光波波长相比较,此时不能再近似地把光线看成直线传播,而要考虑衍射的影响。另一方面,显微镜中的光线总是部分相干的,因此显微镜的成像过程是个比较复杂的衍射相干过程。此外,由于衍射等因素的影响,显微镜的分辨能力和放大能力都受到一定限制,目前金相显微镜可观察的小尺寸一般是μm左右,有效放大倍数比较大为1500~1600倍。金相显微镜总的放大倍数为物镜与目镜放大倍数的乘积。放大倍数用符号“X”表示,例如物镜放大倍数为20X,目镜放大倍数为10X,则显微镜的放大倍数为200X。通常物镜、目镜的放大倍数都刻在镜体上,在使用显微镜观察试样时,应根据其组织的粗细情况,选择适当的放大倍数,以细节部分能观察得清晰为准。 通过3D打印技术可以很容易制造出复杂结构的铸件。这有助于提高铸造产品的设计自由度,增强产品的结构性能。平湖简单产品测绘价钱
3D打印技术的实质是纵坐标轴方向把所设计的产品的三维模型的在三维仿真软件中剖切成有限多个平面。桐乡金属产品测绘方案
绘制零件工作图由于在绘制零件草图时,受某些条件的限制,有些问题处理得不够完善,一般将零件草图整理、修改后再画成正式的零件工作图,经批准后投入生产。在画零件工作图时,要对草图进一步检查和校对,对零件上的标准结构,需要查表并正确注出尺寸,用仪器或计算机画出零件工作图。画出零件工作图后,整个零件测绘的工作就完成了。零件测绘的注意事项,在测量尺寸时,应正确选择测量基准,以减小测量误差。对零件磨损部位的尺寸,应参考其配合零件的相关尺寸,或参考有关的技术资料予以确定。零件间相配合结构的基本尺寸必须一致,并应精确测量,查阅有关手册,给出恰当的尺寸偏差。零件上的非配合尺寸,如果测得为小数,应圆整为整数标出。对零件上的截交线和相贯线,不能机械地照实物绘制,因为它们常常由于制造上的缺陷而变形。画图时我们要分析它们是怎样形成的,然后用学过的方法画出。 桐乡金属产品测绘方案
上一篇: 平湖耐腐蚀进口模具材料直营
下一篇: 浙江抗压冲压件销售电话