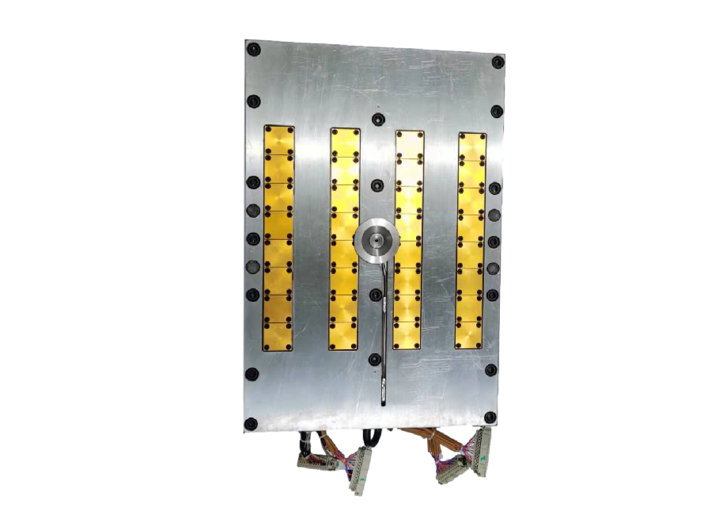
河南PET管胚模具加工
管胚模具的工艺:1、氧化、脱碳敏感性。高温加热时抗氧化怀能好,脱碳速度慢,对加热介质不敏感,产生麻点倾向小。2、淬硬性,淬火后具有均匀而高的表面硬度。3、淬透性。淬火后能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。4、淬火变形开裂倾向,常规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。5、可磨削性,砂轮相对损耗小,无烧伤极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。PET管胚模具是厂家生产塑料产品中的一种关键装置,能够对产品加工效果产生一定影响。河南PET管胚模具加工

PET管胚注塑模具进行保养的原因:下降停机检修时刻。管胚模具在使用过程中,总有或许呈现较大故障而需求停机检修,在停机时不能再继续作业,因而,都期望停机时刻越短越好,停机次数越少越好。而模具的较大故障往往并不是忽然呈现的,它有—个堆集过程,如滑动部位缺油会导致磨损的加剧,如能及时保养,及时加油,PET注坯模具就会削减磨损。使得模具的停机延迟到来,又如在斜导柱侧向抽芯机构中,固定斜导柱的螺钉发作松动,使得斜导柱的位置发作变化,严重时可使斜导柱变形,乃至折断,而在保养中就会及时发现这些问题,将之及时紧固,这些类似问题就不会发作了。山东PET管胚模具工厂管胚模具的数控加工具有一定典型性,并比一般产品的数控加工有更高的要求。
管胚模具在热处理过程中发生变形现象的预防:1、在确保证管胚模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。2、常平热处理建议。对精密复杂管胚模具,在条件许可的情况下,建议尽量采用真空加热淬火和淬火后的深冷处理。3、对一些精密复杂的模具可采用预先热处理、时效热处理、调质氮化热处理来控制模具的精度。4、在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。5、管胚模具结构设计要合理,厚薄不要太悬殊,形状要对称,**表示,对于变形较大模具要掌握变形规律,预留加工余量,对于大型、精密复杂模具可采用组合结构。6、精密复杂模具要进行预先软氮化,消除机械加工过程中产生的残余应力。
管胚模具的工艺要求:管胚模具的制造一般都要经过锻造、切削加工、热处理等几道工序。为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性;还应具有小的氧化、脱碳敏感性和淬火变形开裂倾向。1.可锻性。具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。2.退火工艺性管胚模具厂家。球化退火温度范围宽,退火硬度低且波动范围小,球化率高。3.切削加工性。切削用量大,刀具损耗低,加工表面粗糙度低。管胚模具产品使用过程中,冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。
管胚模具怎么护理?要对模具几个重要零部件进行重点跟踪检测:顶出、导向部件的作用是确保模具开合运动及塑件顶出,若其中任何部位因损伤而卡住,将导致停产,故应经常保持模具顶针、导柱的润滑(要选用比较适合的润滑剂),并定期检查顶针、导柱等是否发生变形及表面损伤,一经发现,要及时更换;完成一个生产周期之后,要对模具工作表面、运动、导向部件涂覆专业的防锈油,尤应重视对带有齿轮、齿条模具轴承部位和弹簧模具的弹力强度的保护,以确保其始终处于比较好的工作状态。管胚采用电脑设计,全部标准化数控制造。台州专业管胚模具购买
管胚模具使用企业,要对模具做详细记载、统计其使用、护理。河南PET管胚模具加工
管胚模具在试模过程中的注意事项:1.在开始注塑时,不允许立即把料充满型腔,应逐渐加大注塑量。2.根据注塑时产品的实际状况调整相关设备及注塑工艺参数。3.模具上端插座及模具内发热器切勿接触到水,否则将导致模具内加热器及温控箱零件损坏。4.管胚模具加温时,先开主流道温度,待主流道温度上升到设定值,方可打上分流道开关,以免分流道加温过早造成原料分解发黑。5.设定相关设备及工艺参数,达到设定值后根据模具动作顺序要求开模。6.根据管胚模具动作顺序要求反复多次空载试验模具动作,检查模具阀针开、合是否同步进行,滑块系统是否顺畅到位。河南PET管胚模具加工
上一篇: 宁波专业PET管胚模具批发
下一篇: 福建专业管胚模具设计