江苏大口径扩孔钻头生产商
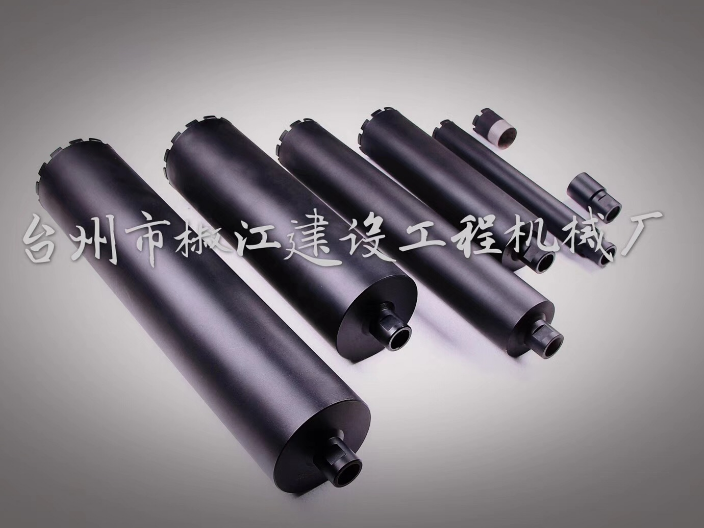
切削刃使用的是金刚石材料的钻进刀具就是金刚石钻头,金刚石钻头的主要优势在于能够适应研磨性较高、地质较硬的地层,切割性能也比较优良!在高速钻探方面具有非常明显的优势!聚晶金刚石复合片钻头主要有四个组成部分,即金刚石复合片、喷嘴、胎体以及钻头体;普通金刚石钻头主要有四个组成部分,即金刚石颗粒、喷嘴、胎体以及钻头体!因为金刚石钻头的切割性能比较优良,因此在选择金刚石钻头当做石油钻井工具时,能够高速钻探,也能够在一定程度上扩大钻深!台州市椒江建设工程机械厂是一家生产销售钻头,欢迎新老客户来电!江苏大口径扩孔钻头生产商

空心钻头用量较少,加工批量小,因此设计钻头时应考虑其加工工艺问题,尽量以常用机加工设备和常用刀具实现加工及刃磨!切屑经前刀面流出,因此前刀面的形状直接影响切屑形状和排屑性能!切屑在流出过程中受到前刀面挤压和摩擦,进一步产生变形!切屑底层金属变形程度比较大,并沿前刀面产生滑移,使切屑底层长度较长,从而形成各种卷曲形状!使用空心钻头钻孔时,希望切屑成碎屑或带状屑,以利于排屑!为便于加工和刃磨,前刀面必须设计为平面,且不开断屑槽!前刀面在使用中不需要重磨!后刀面是空心钻头比较易重磨的面,也是磨损速度比较快的面,因此空心钻头的刃磨是以刃磨后刀面来实现!副后刀面分为内副后刀面和外副后刀面!从重磨角度来说,重磨内、外副后刀面不易实现,因此副后刀面应设计为不重磨形式!上海钨钢钻头哪家可靠台州市椒江建设工程机械厂为您供应钻头,期待您的光临。
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损。
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小!用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)!开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想!经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果!台州市椒江建设工程机械厂为您供应钻头,欢迎新老客户来电。
前角对切削力的影响:前角的变化会影响切屑材料的变形程度,从而使切削力发生变化!切屑变形越大,切削力越大;切屑变形越小,切削力越小!当前角在0°~15°范围内变化时,切削力修正系数的变化范围为1.18~1!前角对钻头耐用度的影响:增大钻头前角时,会使刀尖强度和散热体积减小,同时会影响刀尖受力情况!当前角为正值时,刀尖受拉应力;当前角为负值时,刀尖受压应力!如选用的前角过大,虽可增加钻头锋利度,减小切削力,但刀尖所受拉应力较大,刀尖强度降低,容易折断!在切削试验中许多钻头均因前角过大而损坏!但是,由于被加工材料硬度和强度较高,加之便携式钻机的主轴及整机刚性较低,如选用的前角过小,钻孔时切削力的增大会使主轴产生振动,加工表面出现明显振纹,钻头耐用度也会降低!台州市椒江建设工程机械厂致力电锤钻头生产研发,欢迎您的来电。安徽深孔钻头哪家有卖
台州市椒江建设工程机械厂为您供应钻头产品,欢迎新老客户来电!江苏大口径扩孔钻头生产商
空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等!钻头主要材质有:高速钢类;粉末冶金类;硬质合金类!空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等!该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!江苏大口径扩孔钻头生产商
上一篇: 台州合金球齿钻头费用
下一篇: 椒江空心钻头多少钱